
Analysis with FMEA’s have detected potential problems early on in the development of a product and allowed for their correction or minimization of the possible risk.
FMEA General Benefits:
- Prevention Planning
- Identifies change requirements
- Cost reduction
- Increased throughput
- Decreased waste
- Decreased warranty costs
- Reduce non-value added operations
Design FMEA:
- Aids in the objective evaluation of design requirements and design alternatives.
- Aids in the initial design for manufacturing and assembly requirements.
- Increases the probability that potential failure modes and their effects have been considered in the design/development process.
- Provides additional information to help plan thorough and efficient test programs.
- Develops a list of potential failure modes ranked according to their effect on the customer. Establishes a priority system for design improvements.
- Provides an open issue format for recommending and tracking risk reducing actions.
- Provides future reference to aid in analyzing field concerns.
Process FMEA:
- Identifies potential product related process failure modes.
- Assesses the potential customer effects of the failures.
- Identifies the potential manufacturing or assembly process causes and identifies process variables on which to focus controls or monitoring.
- Develops a ranked list of potential failure modes, establishing a priority system for corrective action considerations.
- Documents the results of the manufacturing or assembly process.
- Identifies process deficiencies.
- Identifies confirmed critical characteristics and/or significant characteristics.
- Identifies operator safety concerns.
- Feeds information on design changes required and manufacturing feasibility back to the designers.
Use of Special Characteristics in FMEAs
Special characteristics are product or process characteristics that affect vehicle or process safety, compliance with government regulations, customer satisfaction, or process operation. Special Characteristics require Quality Planning actions that must be addressed in a Control Plan – [Ref 1].
The method used for determination of critical and special characteristics depends on agreements reached between core teams and/or the customer. All critical and significant characteristics that cannot be resolved in the design phase are carried over to the PFMEA and addressed in the control plan. In the DFMEA and PFMEA potential special characteristics are noted as CC and CS.
It is not advisable to use the RPN score, calculated by multiplying severity, occurrence, and detection scores, to determine the need for actions or to use threshold values for assessing risk as it can produce misleading results – [Ref1][Ref 2]. It is the responsibility of the DFMEA core team to identify special characteristics or high risk items that need attention. The RPN is a measure of effectiveness of the actions taken by comparing the before and after RPN score.
Depending on the agreement with core teams and/or the customer, the following methods may be used to determine special characteristic assignments:
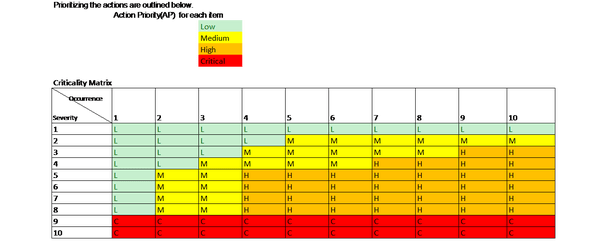
- The use of a criticality matrix as shown in Figure 1 to assign an Action Priority (AP). Matrix cells designated as High (orange color) are CS and those designated as Critical (red color) are CC.
- Various sources on the use of FMEAs specify that a special characteristic of CC are those with a severity of 9-10 and a CS are derived from a combination of severity ranking in the interval of 5-8 and an occurrence ranking of 4-10 [Ref 1][Ref 2].
- It may be directed that any item with a severity of 9-10 are designated as CC and any item with a severity of 8 are designated as CS.
Use of Control Strategy Ranking in FMEAs
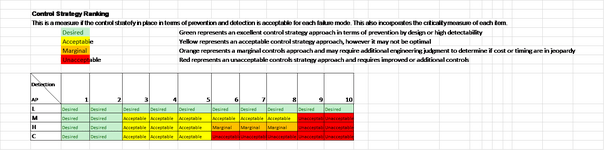
In addition to use of the criticality matrix to determine special characteristics, a Control Strategy Ranking matrix can be used to determine the severity of control strategies that may need to be taken. Control strategies are the actions taken to mitigate special characteristics or high risk items. This Control Strategy Ranking matrix uses the Action Priority (AP) from the Criticality Matrix in conjunction with the Detection level determined from the FMEA. The possible ranking of control strategies to consider for action during DV, PV or manufacturing are listed in the Control Strategy Ranging as shown in Figure 2.
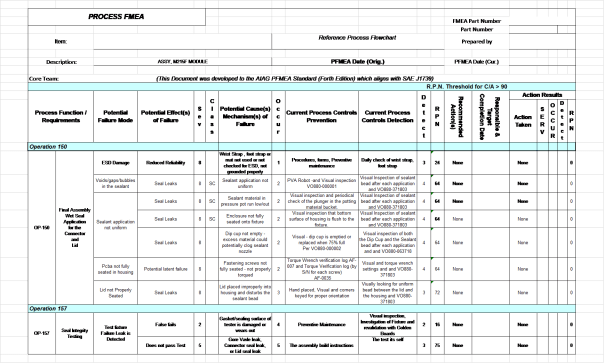
An example from a DFMEA is shown in Figure 3 that uses the Control Strategy Ranking to determine additional actions. Through the Action Taken and the Action Results determination, the new Control Strategy Ranking is now considered to be Acceptable. The resultant RPN can be a measure of effectiveness of the actions taken by comparing the before and after RPN score. For other control strategies the action taken could be a special test performed during DV/PV testing or a parametric test to check for component value shifts due to stress testing.
An example of special characteristics that could not be resolved in the DFMEA, were identified for the M215F module and are further detailed at this link.

[Ref 1] Ford FMEA Handbook v4.2
[Ref 2] SAE – Introduction to Failure Mode and Effects Analysis for Product and Process Seminar
Use of Special Characteristics in PFMEAs and Control Plans
Link here for special characteristics identified in the PFMEA and addressed in the Control Plan.
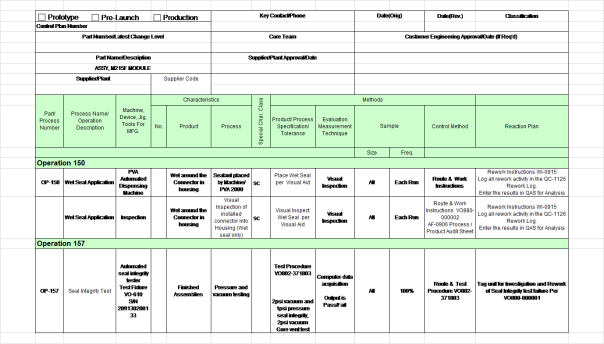
It was determined that the application of the sealant for the M215F module required additional attention and were identified as special characteristics (SC) in the PFMEA and Control Plan. Reference operation 150 shown in Figures 1 and 2.
In addition to the controls placed on the sealant application, a leak test was implemented to verify the integrity of the seal as specified in operation 157.
 Accessibility
Accessibility